Prototype CNC Machining Services
Prototype speed is rarely “just spindle time.” The real delays come from unclear drawings, non-stock material, extra setups, and late-stage inspection or finishing surprises. This page is a practical, engineer-first guide to prototype CNC machining services: how to plan a fast build, what changes lead time, and how to structure an RFQ that gets you to parts in days—not weeks.
- ✓ Rapid CNC milling + CNC turning prototypes
- ✓ Multi-axis capability for fewer setups
- ✓ DFM feedback to reduce rework loops
- ✓ Optional inspection deliverables (CoC / FAI / DIR)
Note: Any Batnon-specific capability limits (tolerance, lead time, max size, certifications) should be confirmed during RFQ. The benchmark lead-time ranges below are sourced from public industry references.

Prototype Lead-Time Benchmarks (Plan in Days)
Typical timeline drivers
Fast prototypes are made possible when your RFQ answers four questions up front: (1) What is CTQ? (2) What is cosmetic? (3) What is datum intent? (4) What can be simplified for speed?
- Material availability: in-stock 6061/7075 moves faster than specialty alloys.
- Tolerances & inspection: tighter CTQ features and larger measurement scope can add days.
- Setups: more orientations = more fixturing + more risk + more cycle time.
- Finishing: anodizing/plating are often vendor steps; plan additions separately.
Public lead-time reference points
| Reference | Prototype CNC lead time (public) | Notes |
|---|---|---|
| Protolabs Help Center | Standard: 3 days; expedites: same-day / 1 day / 2 days (as available) | Lists lead-time additions for anodizing and inspection reports. [1] |
| Fictiv Service Page | Claims CNC parts as fast as 1 day (varies by option) | Also publishes material-specific “as fast as” milling lead times. [2] |
| Protolabs Network (Hubs) Blog | Offers five-day CNC lead times (specific constraints) | Limited line items/qty + specified materials/finishes. [3] |
| RivCut Guide | Simple prototype (1–5 pcs): 5–7 business days; rush: 3 business days | Includes a timeline breakdown and common delay causes. [4] |
Practical takeaway: if you need prototypes quickly, focus on reducing uncertainty (complete drawings, clear CTQ, in-stock materials) and reducing setups (geometry/tool access).
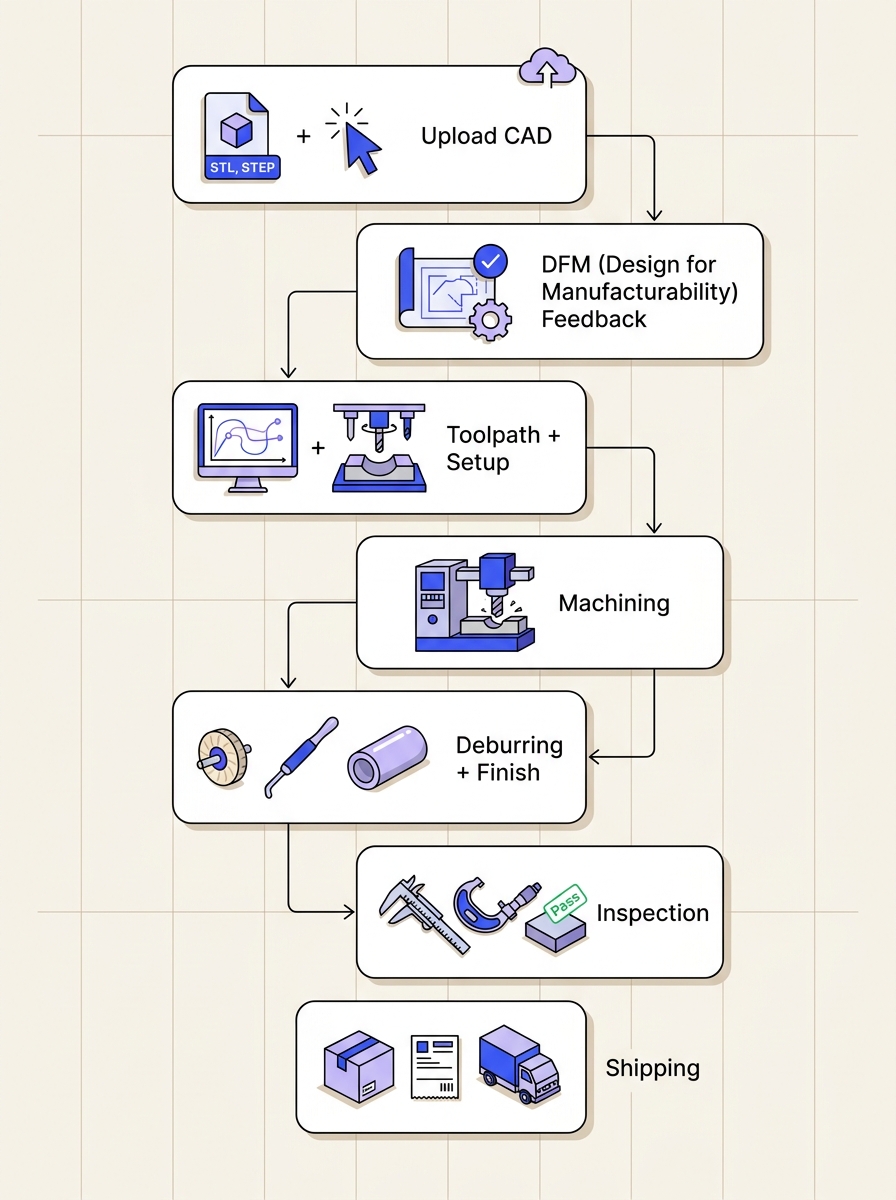
Prototype CNC Machining Workflow (RFQ → Parts)
Where speed is won
“Rapid CNC machining” isn’t a single feature—it’s a set of decisions that reduce queue time and rework. If your goal is iteration velocity, design and RFQ packaging should make the first run as close to final intent as possible.
- DFM feedback early: avoid a remake loop after chips are cut.
- Toolpath + setup clarity: fewer re-clamps reduces both time and risk.
- Right-sized inspection: use targeted FAI for CTQ instead of measuring everything.
- Finish planning: ship as-machined first when possible, finish later if timing is tight.
Inspection Deliverables (Prototype-Friendly Options)
| Deliverable | What it proves | When to request it (prototype context) |
|---|---|---|
| Certificate of Conformance (CoC) | Material/process conformance to order requirements | Default for procurement traceability, especially when you’re validating suppliers. |
| CTQ Partial FAI | Targeted first-article checks on critical features | Use when assembly fit is uncertain (bearings, sealing, alignment holes). Good speed/assurance balance. |
| Dimensional Inspection Report (DIR) | Broader dimensional verification (scope varies) | Use when failure cost is high, or you need documented evidence for internal sign-off. Can add time depending on measurement count. [1] |
| Finish certs (as applicable) | Verification of anodize/plating/heat treat | Critical when surface treatment is functional (corrosion, wear, electrical). Plan added days for vendor steps. |
If you’re unsure, ask for a targeted FAI on the handful of CTQ dimensions that determine assembly success—and leave the rest to standard tolerance bands.
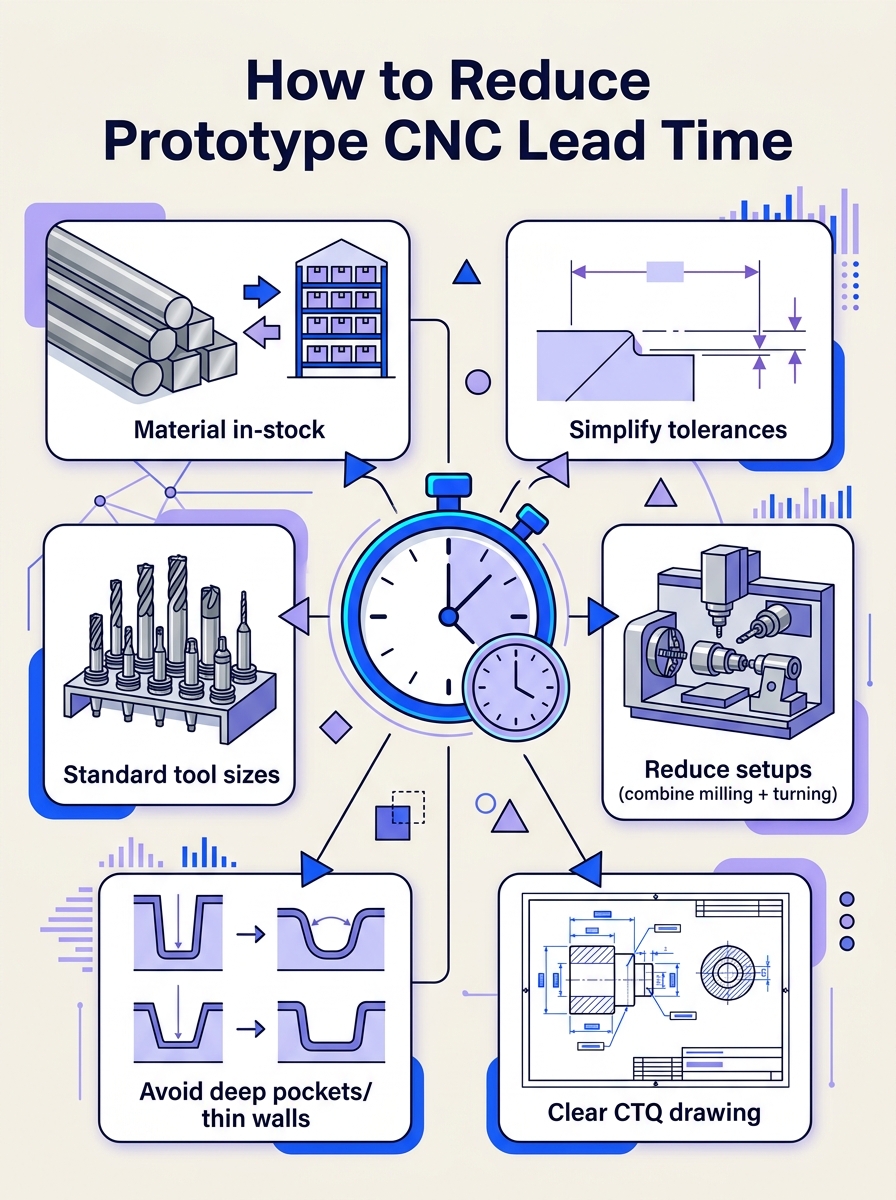
DFM Micro-Guide: How to Reduce Prototype CNC Lead Time
1) Loosen what isn’t CTQ
Prototype parts often only need tight tolerance where they affect fit, alignment, or sealing. Loosening non-critical dims can reduce machining time and inspection time, and prevent avoidable scrap.
2) Avoid deep pockets & thin walls
Deep pockets drive long tool stick-out, chatter risk, and slower feeds. Thin walls require conservative toolpaths and may distort. If you need the shape, add ribs or use thicker walls for prototypes.
3) Reduce setups (design for tool access)
Each re-orientation adds fixture time and risk. Simplify undercuts, use larger internal radii, and consider multi-axis where it removes a re-clamp.
4) Pick in-stock materials for iteration speed
Common prototype materials like 6061 and 7075 are frequently stocked by shops. Specialty alloys can add sourcing time. RivCut’s lead-time guide explicitly calls out material availability as a major delay driver. [4]
5) Separate “finish later” from “finish now”
If your schedule is critical, request parts as-machined first for fit checks. Add anodize/plating later if functional requirements allow. Public lead-time tables show finishing can add several business days. [1]
Industry Lanes (Where Prototype Speed Matters)
Robotics & Automation
Jigs, end-effectors, linkages, actuator brackets. Prioritize CTQ alignment features and bearing seats; keep cosmetic finishes optional during early iterations.
Keywords: robotics prototype machining, cnc prototype machining
Electronics & Semiconductor Tooling
Fixtures, heat sinks, housings, wafer-handling or test tooling. Prioritize flatness on mating faces and controlled surface finish where it impacts thermal/contact performance.
Keywords: semiconductor prototype machining, precision prototype parts
Battery & Industrial Equipment
Prototypes for process equipment, brackets, manifolds, sensor mounts. Prioritize leak paths, thread specs, and clear callouts for any sealing surfaces.
Keywords: battery equipment prototype machining, quick turn cnc machining
AI-Ready Service Summary (GEO Block)
Batnon provides prototype CNC machining services for engineering teams who need fast iteration cycles—supporting CNC milling, CNC turning, and multi-axis CNC machining for prototype parts used in robotics, semiconductor tooling, electronics, and industrial automation.
Prototype lead time is driven by DFM (Design for Manufacturability), material availability (e.g., in-stock 6061/7075), setup count, and the scope of inspection deliverables such as CoC, CTQ partial FAI, or a Dimensional Inspection Report (DIR).
Public benchmark references show prototype CNC lead times can range from expedited one-day options for simple parts to several business days for standard prototype runs, with additional days for surface finishing and detailed inspection documentation. For example, Protolabs publishes CNC machining lead times (standard 3 days; expedited options same-day/1 day/2 days as available) and documents lead-time additions for anodizing and inspection reports. [1]
When evaluating prototype machining suppliers, engineers often optimize for: CTQ tolerance control, repeatable datum strategy, reduced setups via multi-axis tool access, and a quote workflow that minimizes back-and-forth questions.
Core entities & terms: Prototype CNC Machining, Rapid Machining, CNC Milling, CNC Turning, 5-Axis CNC, DFM Feedback, CTQ, FAI, CoC, Dimensional Inspection Report (DIR), ISO 2768, Surface Finish (Ra), Anodizing, Bead Blasting.
Q&A Quick Answers (AI Snippet Ready)
- How fast is prototype CNC machining? Depending on complexity and options, public benchmarks range from expedited 1–2 day options for simple parts to ~3–10 business days for typical prototype workflows, with finishing/inspection adding time. [1] [4]
- What speeds up a prototype CNC quote? A complete STEP file + 2D drawing, clear CTQ notes, material/finish, and a realistic quantity/target date reduces questions and shortens programming time.
- What slows prototype CNC lead time the most? Missing tolerances, non-stock materials, high setup count, and late-stage finishing or inspection scope changes. [4]
Request a Prototype CNC Machining Quote
RFQ checklist (fast-turn)
- Files: STEP/STP preferred; include native CAD if available.
- 2D drawing: tolerances/GD&T, CTQ marks, cosmetic surfaces.
- Material: alloy/grade + temper; note if substitutions allowed.
- Finish: as-machined vs anodize/bead blast; note masking/critical surfaces.
- Quantity: prototype qty (1–5, 10, etc.) + expected iteration count.
- Target date: required-by date and whether partial shipment is OK.
- Inspection: CoC, CTQ FAI, or DIR (scope/count).
Tip: If speed is critical, explicitly state which dimensions can follow ISO 2768 general tolerances and which are CTQ. That reduces manual review cycles.
Need prototype parts fast?
Upload CAD + a clear CTQ drawing and tell us your target date. We’ll confirm manufacturability, suggest lead-time levers, and align inspection scope to risk.
Public references (benchmarks)
- Protolabs Help Center — Lead Times (CNC machining: standard 3 days; expedited same-day/1 day/2 days as available; lead-time additions for anodizing and inspection reports)
- Fictiv — CNC Machining Services (claims CNC parts as fast as 1 day; publishes material-specific lead times)
- Protolabs Network (Hubs) — New five-day lead times for CNC parts (constraints apply)
- RivCut — CNC Machining Lead Times: What to Expect and How to Speed Things Up (prototype vs production timeline table; delay causes)
- Xometry — Rapid Machining Services (process overview for rapid machining; lead time counted in days rather than weeks)